NOVEMBRO DE 2000 – Edição nº 52 – Controle & Instrumentação
Cover Page
Controladores transversais
otimizam perfil na produção de papel
Gullo (à esq.) e Carvalho, ao lado dos armários dos controladores transversais

Um case realmente de sucesso a VCP obteve à partir da instalação de três controladores transversais on line na máquina de papel J1, em diferentes variáveis do processo. Fabricada pela Companhia Federal de Fundição, a J1 entrou em operação em 1970, tendo sofrido várias reformas. Dos controladores, um atua na otimização do perfil de peso seco, outro para umidade e um terceiro para o controle do perfil de espessura três variáveis importantes no processo de papel.
Situação x necessidade
De acordo com o consultor de projetos da VCP/Jacareí, Domingos Fiorentino Gullo, que coordenou o projeto desde a especificação até o startup, os principais objetivos foram adequar o papel às novas exigências do mercado, aumento de eficiência global do setor, além de atender as exigências de qualidade do papel no Coater JC2 com Soft Calandra on - line um equipamento mais sensível às variações, e que exige um controle mais apurado. Na situação anterior, a variação das características do papel estava muito elevada, com alto índice de refugo, reduzindo a produtividade.
Hoje, a máquina de papel J1 se coloca entre as melhores do mundo em termos de perfil transversal. Os números falam por si. Acompanhe no quadro ao lado os resultados atingidos após a instalação. As médias atingidas superaram, inclusive, as garantias de performance dos equipamentos pré estabelecidas ao fornecedor, inclusive, previstas em contrato. De acordo com os técnicos da empresa, atualmente, os índices estão bem melhores, como pode ser verificado nos gráficos mais adiante.
|
Performance
após a instalação
|
|
|
PESO
SECO |
redução
de 78 % sobre os valores anteriores redução de 83% sobre os valores anteriores redução de 70% sobre os valores anteriores |
| ESPESSURA 50 - 55 g/m² 60 - 75 g/m² 80 - 150 g/m² |
redução
de 90% sobre os valores anteriores redução de 85% sobre os valores anteriores redução de 85% sobre os valores anteriores |
| UMIDADE 50 g/m² 70g/m² 150 g/m² |
redução
de 55% sobre os valores anteriores redução de 70% sobre os valores anteriores redução de 75% sobre os valores anteriores |
Dentro da política da VCP, toda compra de equipamentos exige uma especificação técnica, onde é delineado o escopo de fornecimento, que vai desde a engenharia básica, passando pela engenharia de detalhamento, instalação, montagem, comissionamento, start up, treinamento, operação assitida e assistência técnica, enfatizando também a padronização dos componentes.
Pré requisitos
Os pré requisitos para implementação de controles transversais criam novas exigências para sistema de medição com tecnologias anteriores. Primeiramente, o controle não é mais baseado em uma média de medições da folha, mas sim em várias médias de medição da folha correspondente aos atuadores posicionados na largura transversal da folha. O número de atuadores define o grau de controle e também as exigências para o bom controle. Em segundo, a interface de operação tende a se tornar obsoleta, com telas de baixa resolução. Muitos dos sistemas de gerações anteriores apresentam operadores com telas que mostram por volta de 60 zonas de medição. Em uma máquina larga, cada zona de medição pode apresentar de 125 a 150 mm da folha. Finalmente, para se implementar todos os recursos dos algoritmos avançados de controle transversal de última geração são necessários processadores de maior velocidade de processamento e mais memória disponível. Os modernos sistemas de medição e controle foram projetados para atender as exigências desses avançados sistemas de controle transversal, com velocidade de varredura de até 50 cm por segundo, total medição da folha e perfis de alta resolução.
No processo de fabricação de papel é sabido que a prensagem a altas temperaturas se utiliza das vantagens de resultados favoráveis provenientes do aumento de temperatura da folha: redução da viscosidade da água, redução da tensão superficial da água e amolecimento das fibras de papel. Em conjunto, estes efeitos melhoram drasticamente a habilidade da prensa de remover água da folha. Como um benefício adicional, as cargas de secagem são reduzidas com a entrada de uma folha mais quente nos secadores.
Além de auxiliar na drenagem de água na secção de prensas através do préaquecimento da folha, o controlador de perfil transversal de umidade Devronizer melhora a qualidade do papel através do controle, por meio da aplicação seletiva de vapor nas zonas transversais da folha em resposta ao perfil de umidade medido. Os 56 atuadores pneumáticos controlam a aplicação de vapor para cada zona transversal, de modo que mais vapor seja aplicado nas áreas mais úmidas da folha do que nas áreas mais secas. Assim, quando a folha é prensada, mais água é removida das áreas mais quentes e úmidas e o perfil transversal de umidade se torna mais uniforme.
Os resultados positivos comprovados pela VCP com a redução da variação do perfil transversal de umidade, segundo Gullo, são em cadeia e incluem: melhoria de qualidade do produto final; elevação da meta de umidade reduzindo custos operacionais; aumento de produção; economia de energia de secagem e economia de fibras.

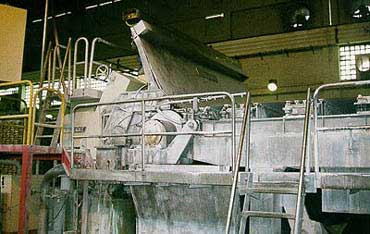
Atuador de controle de umidade Devronizer fora de máquina
Controle tranversal - peso seco
A unidade de interface dos atuadores Profile Manager abriga componentes necessários para comunicação entre o computador de controle e os atuadores do controlador transversal de umidade, incluindo: CLP, válvulas solenóides, conversores corrente/pressão e estação de tratamento de ar.
O computador de controle transmite os setpoints dos atuadores para o CLP Unilogic (GE Fanuc) através de um link de comunicação serial. O CLP traz em sinais elétricos, quais são os sinais de saída através dos módulos de entradas e saídas (E/S) do CLP para as válvulas solenóides e para os conversores corrente/pressão. O CLP também controla alguns intertravamentos, recebe sinais de intertravamento e retorna informações de status do sistema para o computador de controle, para ser mostrado na tela.
As válvulas solenóides estão montadas em tubos de distribuição presentes na unidade de interface dos atuadores para controlar o fluxo de ar pressurizado para o controlador. As válvulas solenóides abrem quando energizadas por sinais digitais do CLP. Quando estão abertas, o ar pressurizado flui da unidade de interface dos atuadores para o controlador. Os conversores I/P recebem sinais de corrente do CLP e os convertem em sinais pneumáticos de pressão. O ar pressurizado é equalizado dentro dos tubos de distribuição antes das válvulas solenóides serem abertas.
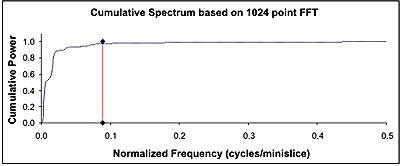
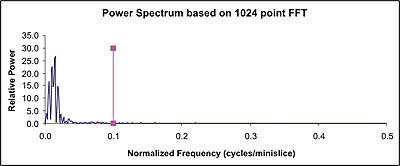
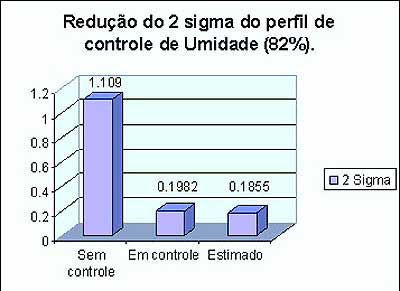
A estação de tratamento de ar filtra e regula a alimentação do ar de instrumentação proveniente da fábrica, antes deste ser entregue aos conversores I/P. Após realizada análise de freqüências no perfil de umidade e levando-se em consideração a largura dos atuadores do Devronizer, foi feita a estimativa de redução do desvio, sendo possível então, a redução de 83%. O gráfico abaixo, mostra que o perfil apresenta poucos componentes de freqüência acima da zona de controle.
Abaixo é apresentado o resultado sobre o perfil com 300 amostras.
É possível observar nos dois gráficos anteriores, que não há praticamente diferença nos sigmas do perfil de controle (56 amostras) em relação ao perfil de 300 amostras, sendo isto, a confirmação que o perfil enviado pelo ABB não apresenta componentes de alta frequência, justificando assim, o bom desempenho do controle. Outro ponto importante foi a redução de cerca de 1.4% na média final de Umidade. Com o Devronizer desligado, a média de umidade era em torno de 4.05%, mas com o equipamento ligado em controle, com opção para operar em média dos atuadores em 50%, a umidade foi reduzida para 2.66%. Controle de perfil transversal de peso seco O sistema de controle de perfil de peso seco AutoSlice instalado na caixa de entrada é conectado à mesma rede local do sistema CDOpen, ou seja, em uma rede LAN de padrão industrial, Ethernet, TCP/IP. Com isso, as informações de perfis são transferidas para a rede, podendo ser acessadas em qualquer ponto da rede, e vistos em quaisquer estações de operação MXOpen conectadas à rede. Adilson Eufrasio Carvalho, supervisor de produção, enumera as vantagens conquistadas a partir da implantação do sistema:
- Menor tempo de parada de máquina: maior confiabilidade, unidades substituídas no campo, rápidos reparos;
- Performance superior: maior resolução de controle;
- Resposta de controle imediata e larga faixa de controle garantem um superior controle transversal de gramatura para a grande maioria das aplicações;
- Zonas transversais com alta resolução e precisamente controladas, obtendo reduções de 60 a 80% na variação do perfil transversal de peso;
- Menor quantidade de rejeitos, tanto da máquina como durante operações de conversão;
- Runabilidade melhorada devido à redução na variação do perfil transversal de gramatura;
- Reduzida variação nos perfis transversais de umidade e espessura;
- Alta relação de redução e a operação confiável faz da transmissão harmônica ideal para controle de lábio;
O sistema possui 64 zonas de controle, com 76 mm de largura cada e, portanto, 64 atuadores inteligentes. Cada atuador consiste de uma transmissão harmônica patenteada, limitador de torque e motor AC assíncrono, encapsulado e selado em um corpo de aço inoxidável 316 (corpo do próprio atuador), com manopla posicionada na parte superior do corpo do atuador, facilitando o acesso para ajustes manuais locais.

Controle transversal espessura
Controle de perfil transversal de espessura
Calandras convencionais produzem uma folha de papel com espessura uniforme,
mas uma densidade não uniforme. Considerando que a pressão nos rolos da
calandra é mais alta nas áreas de maior espessura, estas áreas se tornam
áreas de alta densidade comparadas ao resto da folha.
A resistência da folha é adversamente afetada pelas pressões não uniformes,
partindose do princípio que as áreas de alta densidade tendem a ser áreas
de alto esforço. Do ponto de vista de capacidade de impressão, densidade
desigual tende a produzir nervuras na folha. Em comparação, as soft calandras
fornecem uma pressão uniforme por distribuição da carga sobre a largura
inteira do rolo, independentemente da espessura inicial. A pressão uniforme
do rolo resulta em uma folha com uma densidade mais uniforme, maior resistência
e redução de nervuras.
Partindose do princípio que os flocos de fibra e uma pobre formação,
em geral, são freqüentemente a causa de problemas de espessura localizados,
as calandras convencionais requerem melhor formação do que as soft calandras,
com o objetivo de produzir melhores propriedades de superfície da folha.
Através do Calcoil 4000, que usa tecnologia de indução, a VCP Jacareí
conseguiu uma alta performance no controle de perfil de espessura. A energia
indutiva melhora o perfil de espessura aquecendo a superfície do rolo,
por zonas, ajustando assim a carga linear por regiões. O aquecimento superficial
do rolo também aumenta a capacidade de impressão do papel.
O calor por indução pode ser utilizado em uma calandra, nas máquinas de
papel, para controle de espessura; na supercalandra (nova tecnologia
de acabamento) para controle de espessura, brilho e lisura; antes de uma
secção de aplicação, para uma melhor absorção do papel.
O consultor de projetos de papel fala sobre os benefícios alcançados com
a implantação do sistema de controle de perfil transversal de espessura:
- controla zonas com 50% à 90% de redução da variação do perfil de espessura;
- resposta de controle rápida após poucos minutos do início de fabricação e quebras de folha;
- faixa de controle é possível acima de 30 microns. aquecimento externo da superfície do rolo até de 150o C (300oF), melhorando assim lisura, brilho e resistência da folha;
- melhora a formação da bobina e o enrolamento devido um perfil mais uniforme. boa transferência de temperatura, atribui melhor eficiência e custos reduzidos;
- componentes confiáveis, intertravamento de segurança e mínimo custo de manutenção.
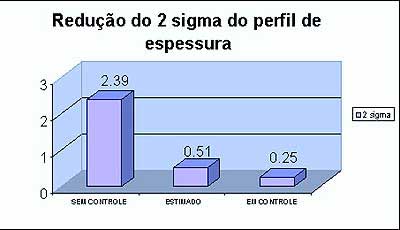
Após realizada análise de frequências no perfil de espessura e levando-se em consideração a largura dos atuadores do Calcoil, foi feita a estimativa de redução do desvio (2 sigma), sendo possível então, a redução de 78,53%. O gráfico abaixo, mostra que o perfil apresenta poucos componentes de frequência acima da zona de controle (cerca de 5 %).
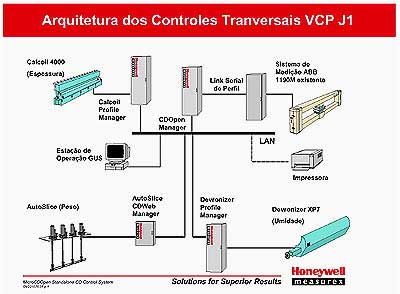
Para se alimentar de dados do processo necessários para o controle, os controladores estão interligados ao SDCD da J1. Para a interface entre os sistemas de controle de perfil transversal Calcoil, AutoSlice e Devronizer e o sistema ABB 1190, utiliza-se o sistema CDOpen. O sistema ABB 1190 somente envia, via link serial de alta resolução, os perfis de espessura, peso e umidade para o sistema CDOpen, que possui os softwares otimizadores de controle dos perfis transversais, ficando, portanto, responsável pela construção dos perfis de controle (setpoints) dos atuadores e os enviando, via rede LAN, aos Profile Managers. Nesta configuração, o sistema controlador de perfis transversais é operado pelas estações de operação NT. Já o sistema de medição continua sendo operado pelas estações de operações HP existentes. (C.C.)