JULHO DE 2001 – Edição nº 60 – Controle & Instrumentação
Cover Page
Fábrica transparente
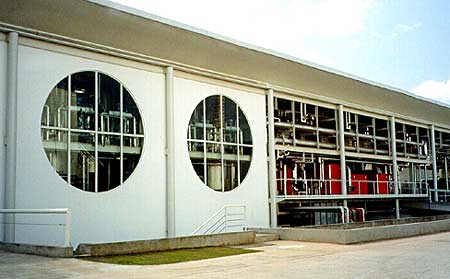
Mesmo onde há alvenaria, a transparência é preservada

Mais de 20 mil m² de vidros. Esta foi a tradução arquitetônica para o
Novo Espaço Natura, localizado em Cajamar (SP), visivelmente demonstrando
que um dos pilares que norteia as atividades dessa brasileiríssima empresa
é a transparência.
Andando pelos corredores transparentes da fábrica é possível acompanhar
o ritmo de seus aproximadamente 3 mil colaboradores internos, aliás, daqui
a pouco será possível visualizar o status de produção de qualquer parte
do mundo. Como? É que o sistema de controle da nova fábrica não poderia
estar mais alinhado com os princípios da Natura. Numa iniciativa pioneira,
a opção foi pelo sistema Transparent Factory, um novo conceito da Schneider
Electric, que alia ferramentas de Ethernet, Intranet e Internet com automação
industrial.
Num primeiro momento, a Natura abriu mão de uma sala de controle, mesmo
porque, quando o nível intermediário de integração entre o chão de fábrica
e o corporativo estiver concluído previsão para 2003 , poderá não necessitar
de endereço fixo, ou seja, o conceito Transparent Factory é justamente
isso: transparência em tempo real onde quer que seja. Hoje, todo o status
de produção das três fábricas: cremes, shampoos e perfumes, é acompanhado
pelos operadores através de IHMs instaladas no próprio processo. As informações
trafegam via rede Ethernet numa velocidade de 100 Mbits por segundo. Aliás,
o item velocidade é imprescindível para os negócios da empresa: a Natura
adota o sistema Kanban, ou seja, somente produz aquilo que está vendido.
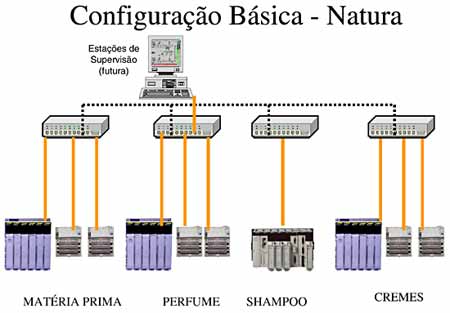
É tudo pra ontem, frisa o engenheiro Franci Koja. Diferente de um sistema
onde tudo está pendurado em um CLP, na Natura cada fábrica possui uma
CPU de CLP da família Modicon TSX Quantum de grande porte. Estas CPUs
estão interligadas entre si por uma rede Ethernet TCP/IP Modbus em fibra
ótica de 100 Mbps, permitindo na fase futura (2003) conectar ao sistema
corporativo. Cada CPU de cada fábrica, por sua vez, está conectada ao
nível inferior, aos módulos de I/O remoto Modicon TSX Momentum, também
por Ethernet TCP/IP Modbus em cabo par trançado, de 10 Mbps. Assim, o
tempo de scan entre as remotas e a CPU do CLP Quantum é muito pequeno,
mesmo porque as CPUs selecionadas possuem scan de 0,3 a 1,4 ms/k.. Não
temos problemas dentro das fábricas com 10 Mbits, mas para acessar matéria-prima
entre a fábrica e a tancagem (área externa), utilizamos switches para
comunicação em 100 Mbits, menciona o engenheiro Douglas Zanotto.

IHM da tancagem
Tendo em vista as características do processo e almejando grandes ganhos
de produtividade, algumas premissas foram colocadas para a Medusa, empresa
contratada para desenvolvimento do PDA Plano Diretor de Automação da
nova fábrica, como integração a todos os níveis, pois era sabido que paralelamente
estava sendo adquirido o sistema de gestão da SAP. Entre as exigências,
restringir o número de fornecedores de modelos de CLPs. Apenas três grandes
marcas de fornecedor de hardware entraram na concorrência conta Franci,
calejado com a experiência da antiga fábrica de Itapecirica, onde havia
uma miscelânea de CLP´s, principalmente na parte de embalagem. Cada máquina
de envase ou embalagem era com um CLP diferente, ou seja, nada se comunicava
com nada, observa.
Como passar de uma automação por células para uma automação completa e
integrada na planta toda? Ainda na extinta fábrica, começou uma preocupação
em torno dessa problemática por ocasião da automação dos reatores. Em
1996 a fábrica de shampoos passou por uma modernização em que foi escolhido
CLP da Schneider Electric, assim como na fábrica de cremes logo depois
uma parceria decisiva para a continuidade na nova fábrica, inclusive
aproveitando o hardware já existente.
Para atender aos requisitos da Natura, a TecMAXX, integradora do sistema
de automação, desenvolveu a arquitetura para os 1.600 pontos digitais/analógicos,
representados por 80 blocos de I/O remotos e 3 CPUs, considerando como
premissas: performance, confiabilidade, conectividade e tecnologia consolidada.
Para tanto, utilizou no nível intermediário e no nível inferior, o mesmo
meio físico Ethernet, com padrão universal de rede (TCP/IP), eliminando
redes proprietárias de remote I/O e de comunicação, tornando assim,
o sistema verdadeiramente acessível, aberto e transparente, ou seja,
Transparent Factory.
Flexibilidade é outra característica do Transparent Factory que vem de
encontro às necessidades da Natura. O sistema é flexível tanto quanto
as necessidades da empresa em flexibilidade de produção, pontua Fabio
Mielli, gerente da área de automação da Schneider Electric. Para se ter
idéia, seu portfólio de produtos é renovado em 30% ao ano. Além do mais,
as datas comemorativas influenciam substancialmente no processo. Em outubro,
por exemplo, a produção já esquenta para as vendas de Natal. Franci recorda-se
do sucesso da linha Ekos. Foi um verdadeiro estouro de vendas, tivemos
que duplicar a produção de repente. Ótimo para os negócios, mas, e se
o sistema não está preparado para eventos como esse? Com essa tecnologia
a ampliação e/ou adaptação a novos sistemas é extremamente facilitada.
Quando se fala em Ethernet, não há limites quanto ao número de nós, basta
saber equalizar corretamente os acessórios que a performance está garantida,
assinala Mielli. Uma das facilidades mencionada por Eduardo Mizuno, sócio
diretor da Tecmaxx é a de que para instalar módulos de I/O adicionais,
basta conectar o módulo adicional no switch com o sistema operando e programar
on line, não havendo necessidade de paradas da planta.
Esta aí um ponto ainda um tanto controverso em relação às redes Ethernet:
como fica a performance? Imagine o processo da Natura: em qualquer uma
das três fábricas cremes, perfumes e shampoos o comando é feito na
IHM ao lado do reator, quer dizer, a célula de carga está ali, a válvula
abre ali, só que quem manda é a área de tancagem, onde a bomba é acelerada,
a válvula é aberta, a matéria-prima é enviada para o processo. Dai então,
o reator começa a encher, até que quando chega em x mil litros a válvula
é fechada, mas antes disso a bomba é desacelerada, desliga, fecha. Sem
colisões das informações tudo ocorre perfeitamente, mas caso contrário
pode se estabelecer o caos: a válvula fecha, mas a bomba não pára, ocorre
pressurização. Num case de sucesso, a nova fábrica se encaixa na primeira
situação. Muito tem se questionado sobre o uso do universo Ethernet no
controle industrial, porém, hoje é uma realidade irreversível. Apesar
da tecnologia ethernet ser de fácil manipulação, é importante a correta
configuração das redes e sub-redes, seleção de acessórios, trabalhando
dentro da faixa determinística da ethernet, fazendo o controle de tráfego
não-repetitivo, para que o desempenho não esteja comprometido, pontua
Mizuno.
Através de uma parceria ombro a ombro entre o pessoal da Natura, a Schneider
Electric e o integrador TecMAXX, hoje, o sistema está apto para atender
a demanda de produtividade com velocidade e precisão.
Dedicada exclusivamente à automação, 400 metros de fibra ótica percorrem
todo o processo, desde a tancagem de matérias primas álcool, lauril,
blend e óleo mineral até a última fábrica (cremes). Tomamos uma precaução
de fazer a automação passo a passo. Inicialmente ficamos independentes
da rede corporativa, vamos aprender com esse sistema, ver quais são as
dificuldades, vamos crescer e depois sim, quando tivermos segurança, partiremos
para a comunicação em rede corporativa através de Rede VLAN, uma rede
virtual dentro do back-bone da Telemática (rede corporativa). Quando isso
acontecer, o processo poderá ser visualizado de qualquer lugar, a qualquer
momento, a exemplo do que já é feito hoje conectando um notebook nos switches.
Uma das facilidades durante a fase de partida do sistema foi justamente
a possibilidade de conectar o notebook em qualquer ponto onde houvesse
um switch, aliado ao fato de não necessitar qualquer cartão ou módulo
dedicado adicional.

Armário da fábrica de perfumes